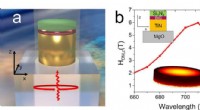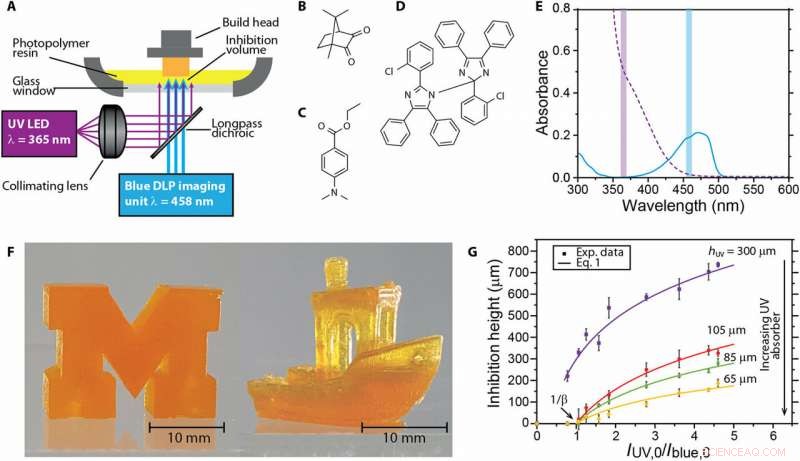
(A) Configurazione ottica per SLA a due colori mediante fotopolimerizzazione e fotoinibizione simultanee. Near UV (365 nm) viene sovrapposto al blu fantasia (458 nm) con uno specchio dicroico e proiettato attraverso una finestra trasparente in una vasca di resina fotopolimerizzabile. Strutture di (B) fotoiniziatore CQ, (C) co-iniziatore EDAB, e (D) fotoinibitore o-Cl-HABI. (E) Spettri UV-visibili di CQ (linea blu continua) e o-Cl-HABI (linea viola tratteggiata) in tetraidrofurano (THF). Le lunghezze d'onda UV e blu utilizzate dal sistema AM a due colori sono evidenziate dalle barre verticali viola e blu, rispettivamente. (F) Blocco solido M (sinistra) e rimorchiatore [modello dettagliato in (31)] (destra) stampato utilizzando il sistema di stereolitografia a fotopolimerizzazione/fotoinibizione a due colori a 500 e 375 mm/ora, rispettivamente. (G) Lo spessore del volume di inibizione della polimerizzazione è influenzato da rapporti di intensità variabili delle lunghezze d'onda di irradiazione incidente (IUV, 0/Iblu, 0) e l'assorbanza della resina (hUV). Credito: Progressi scientifici , doi:10.1126/sciadv.aau8723
Stampa tridimensionale (3D), noto anche come produzione additiva (AM), può trasformare un materiale strato per strato per costruire un oggetto di interesse. La stampa 3D non è un concetto nuovo, poiché le stampanti per stereolitografia esistono dagli anni '80. La disponibilità diffusa e l'economicità della tecnologia ha consentito una varietà di applicazioni moderne nell'ingegneria biomedica.
Il processo contemporaneo di produzione additiva per strati è tuttavia lento e influisce sulla velocità di fabbricazione di oggetti con superfici increspate. La stampa stereolitografica continua può superare i limiti aumentando la velocità di stampa per generare oggetti con superfici lisce. Ora scrivendo Progressi scientifici , Martin P. de Beer, Harry L. van der Laan e collaboratori dimostrano un nuovo metodo per la produzione additiva stereolitografica (SLA) rapida e continua in un unico colpo interfacciando la materia prima con due lunghezze d'onda della luce.
Gli scienziati dei materiali hanno sviluppato un metodo che utilizza due fonti di luce; uno per solidificare la resina e un'altra luce ultravioletta per impedire l'indurimento della resina sulla finestra del dispositivo durante la fabbricazione dell'oggetto. Una zona senza solidificazione indesiderata (volumi di inibizione) ha consentito un uso efficiente delle resine e ha aumentato la velocità della stampa 3D in una singola esposizione, in contrasto con il livello a livello, fabbricazione convenzionale. Una varietà di materiali, compresi i termoplastici, resine polimeriche e polveri inorganiche sono state utilizzate come mezzi per la produzione additiva (AM), con una varietà di metodi tra cui l'estrusione del materiale, alla fusione a letto di polvere e al getto di legante. In particolare, L'AM stereolitografico (SLA) è stato di interesse per lo studio poiché si basa su una sorgente di illuminazione modellata per curare le sezioni trasversali di una geometria desiderata.
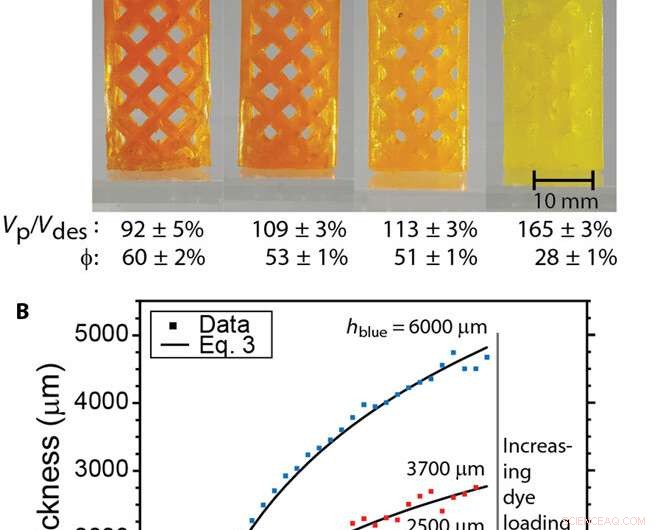
Rapido, AM continua con fotoiniziazione e fotoinibizione a due colori. (A) Modelli Argyle stampati utilizzando la fotoinibizione per consentire la stampa continua, con la percentuale di vuoto (φ) e il volume della parte stampata (Vp) rispetto alla parte disegnata (Vdes) indicati sotto ogni parte. Il vuoto progettato era φ =57%. (B) Spessore polimerizzato rispetto al dosaggio di luce blu per quattro formulazioni di resina a base di acrilato preparate con diversi carichi di colorante blu assorbente (Epolight 5675). (C) Massime velocità di stampa verticale ottenibili per diverse altezze di assorbanza del blu. Tutta la stampa è stata eseguita con Iblue, 0 di 110 mW/cm2 e IUV, 0 di 130 mW/cm2, con hUV di 125 μm. Credito: Progressi scientifici , doi:10.1126/sciadv.aau8723
Nello studio, de Beer e Laan et al. sviluppato un sistema AM in grado di stampare continuamente, a velocità lineari relativamente elevate per formare strutture 3D in una singola esposizione. La configurazione sperimentale includeva una testa di costruzione disegnata verso l'alto da una resina fotopolimerizzabile e due sorgenti di illuminazione con ottiche operanti a diverse lunghezze d'onda (365 nm e 458 nm). Nella configurazione sperimentale, l'illuminazione modellata è passata attraverso una finestra di vetro trasparente dal basso e ha avviato la polimerizzazione della resina.
L'illuminazione con una seconda lunghezza d'onda ha inibito il processo di polimerizzazione immediatamente adiacente alla finestra di vetro per consentire il funzionamento continuo eliminando l'adesione del polimero al vetro. De Beer et al. ha raggiunto velocità di stampa fino a due metri all'ora utilizzando un processo compatibile con una varietà di resine tra cui acrilati, metacrilati e vinil eteri. Variando l'intensità della luce in base ai pixel, il sistema potrebbe anche eseguire la modellazione della superficie del materiale in una singola esposizione dello strato, senza tradurre la scena.
Diagramma a blocchi LabVIEW 2014 VI. (A) Lo schema a blocchi utilizzato per la stampa continua. I driver LED blu e UV, generatore di segnale, e la generazione di immagini sono state controllate utilizzando questo VI durante la stampa. (B) Il sub-VI di visualizzazione delle immagini per la proiezione di immagini. Credito: Progressi scientifici , doi:10.1126/sciadv.aau8723
Una caratteristica unica degli esperimenti sviluppati da de Beer et al., è stato il raggiungimento di modelli volumetrici utilizzando un sistema multicolore per l'inizio e l'inibizione della polimerizzazione fotochimica. Per le resine fotopolimerizzabili, gli scienziati hanno utilizzato il canforochinone (CQ) e l'etil-4(dimetilammino)benzoato (EDAB) come fotoiniziatore e co-iniziatore visibile. Per il fotoinibitore hanno usato bis[2-(o-clorofenil)-4, 5-difenilimidazolo] (o-Cl-HABI).
Nel processo, polimerizzazione fotochimicamente attivata a una lunghezza d'onda, mentre una seconda lunghezza d'onda ha inibito quella reazione dopo aver formato la geometria desiderata. Per controllare lo spessore del volume di inibizione della polimerizzazione adiacente alla finestra del dispositivo, gli scienziati hanno variato il rapporto delle intensità luminose delle due sorgenti illuminanti utilizzando il software LabVIEW personalizzato. In base alla progettazione, la polimerizzazione potrebbe quindi verificarsi continuamente al di sopra della regione per la stampa dell'oggetto, evitando l'adesione deleteria della finestra.

Fotoiniziazione selettiva della lunghezza d'onda e fotoinibizione di fotopolimerizzazione a catena. I monomeri esaminati includono (A) bisfenolo A etossilato diacrilato (BPAEDA; n =4), (B) trietilenglicole dimetacrilato (TEGDMA), (C) bisfenolo A glicerolato dimetacrilato (bisGMA), (D) trietilenglicole divinil etere (TEGDVE), e (E) N-(n-propil)maleimmide (NPM). Conversione degli alcheni in funzione del tempo per formulazioni di resine (F) BPAEDA, (G) bisGMA/TEGDMA, e (H) TEGDVE/NPM (conversioni vinil etere e maleimmide indicate da linee continue e tratteggiate, rispettivamente) sotto irraggiamento continuo con esclusivamente 470 nm @ 100 mW/cm2 (linea nera, piazze), 470 nm @ 100 mW/cm2 e 365 nm @ 30 mW/cm2, (linea rossa, cerchi), e 365 nm @ 30 mW/cm2 (linea blu, diamanti). Credito: Progressi scientifici , doi:10.1126/sciadv.aau8723
Gli scienziati hanno utilizzato DesignSpark Mechanical 2.0 o Autodesk Fusion 360 per progettare modelli per la stampa 3D e li hanno esportati come file STL (formato file creato in sistemi 3D). Per creare sezioni di immagine dai file STL, hanno utilizzato la funzionalità di affettatura in Autodesk Netfabb 2017. Durante la stampa, hanno visualizzato le sezioni dell'immagine contemporaneamente mentre spostavano la testa di costruzione utilizzando LabVIEW VI. La velocità di stampa massima per la velocità continua e la stampa continua dipendeva dall'intensità della lunghezza d'onda di inizio e di inibizione e dalla quantità di energia richiesta per polimerizzare la resina, come derivato nello studio. Come prova di principio, de Beer et al. parti stampate a velocità di circa 2 m/ora per creare strutture argyle. in seguito, gli scienziati hanno risciacquato le parti stampate con isopropanolo per rimuovere la resina non polimerizzata.
Per caratterizzare i prodotti 3-D, de Beer et al. ha utilizzato un picnometro a gas per misurare il volume delle parti stampate in 3D. Durante gli esperimenti, gli scienziati hanno posizionato una massa campione in una cella campione cilindrica, che è stato successivamente pressato con gas elio. Quindi rilasciando la pressione, sono stati in grado di espandere il volume del gas elio, che viene convertito nel volume del campione. Allo stesso modo, gli scienziati hanno condotto esperimenti per determinare la frazione di gel dei campioni preparati tramite la stampa 3D rapida e continua.
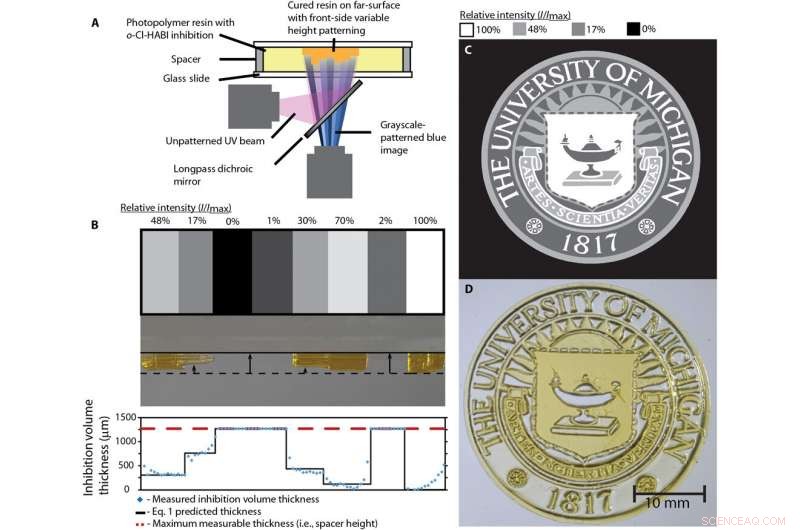
La fotoiniziazione e la fotoinibizione a due colori consentono di controllare, modellazione di superfici lontane di strutture 3D complesse. (A) Configurazione utilizzata per la stampa con motivi di intensità. (B) L'uso di immagini a intensità variabile consente la regolazione pixel per pixel di IUV, 0/Iblu, 0, producendo variazioni nell'altezza di inibizione e, perciò, topografia della parte stampata. (C) Immagine di intensità a quattro livelli del sigillo dell'Università del Michigan. (D) Parte a spessore variabile prodotta da una singola esposizione con pattern di intensità. Credito: Progressi scientifici , doi:10.1126/sciadv.aau8723
Nel sistema produttivo, de Beer et al controllavano la profondità alla quale la luce penetrava e alla fine polimerizzavano la resina controllando l'assorbanza blu della resina, che è stato ricavato nello studio. Il processo di fotoiniziazione e fotoinibizione descritto nello studio era trasferibile a una varietà di classi di monomeri per l'uso nella configurazione. Le tecniche ei risultati osservati nello studio sono attualmente irraggiungibili con i metodi contemporanei. Studi precedenti potevano ottenere solo l'irradiazione a due colori per la subdiffrazione e la fotolitografia a scrittura diretta utilizzando diversi sistemi di fotoiniziatori e inibitori, a quelli dettagliati al momento.
Inoltre, de Beer e Laan hanno utilizzato l'irradiazione a intensità variabile per produrre materiali polimerizzati con intricate caratteristiche topografiche della superficie in un unico passaggio. Questo ha permesso una rapida generazione di prodotti personalizzati, eliminando i passaggi multipli e dispendiosi in termini di tempo tipicamente utilizzati nella microfabbricazione. In questo modo, l'applicazione di sistemi a lunghezza d'onda multipla allo SLA dimostrato nello studio costituisce una nuova direzione nella produzione additiva assistita dalla luce. Oltre al controllo volumetrico della polimerizzazione dettagliato nel contesto, gli scienziati prevedono che il sistema a due colori possa consentire una rapida fabbricazione di parti con variazioni localizzate di materiali e proprietà chimiche in un unico passaggio.
© 2019 Science X Network